
产品中心
激光光学元器件
激光光学系统一站式解决方案
扁铜线激光去漆皮系统
激光振镜切割系统
激光VIN码振镜打码系统
行业&应用
电控(半导体功率模块)
太阳能光伏
增材制造(3D打印)
消费电子

产品特色:
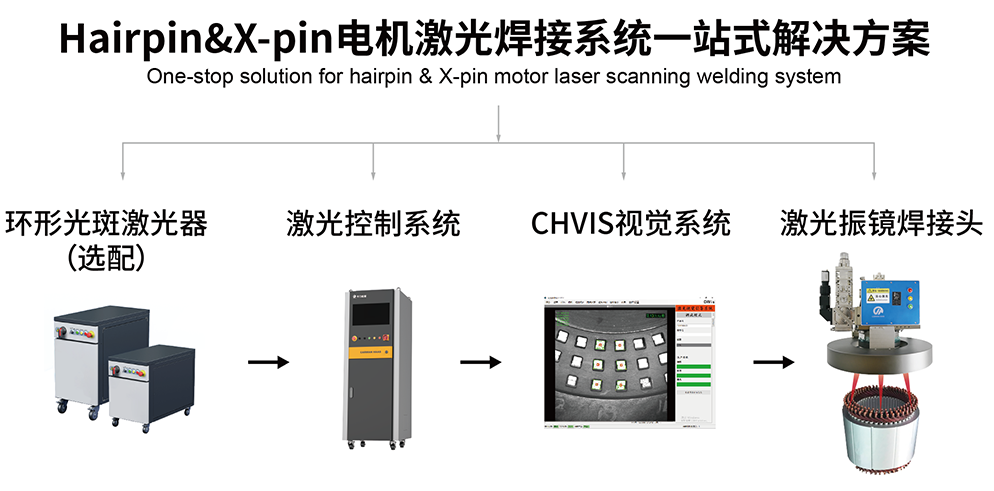
卡门哈斯激光针对扁线焊接定向开发了2D视觉系统CHVis_HP 和3D视觉系统CHVis_XP。总节拍:拍照+焊接节拍<35s。
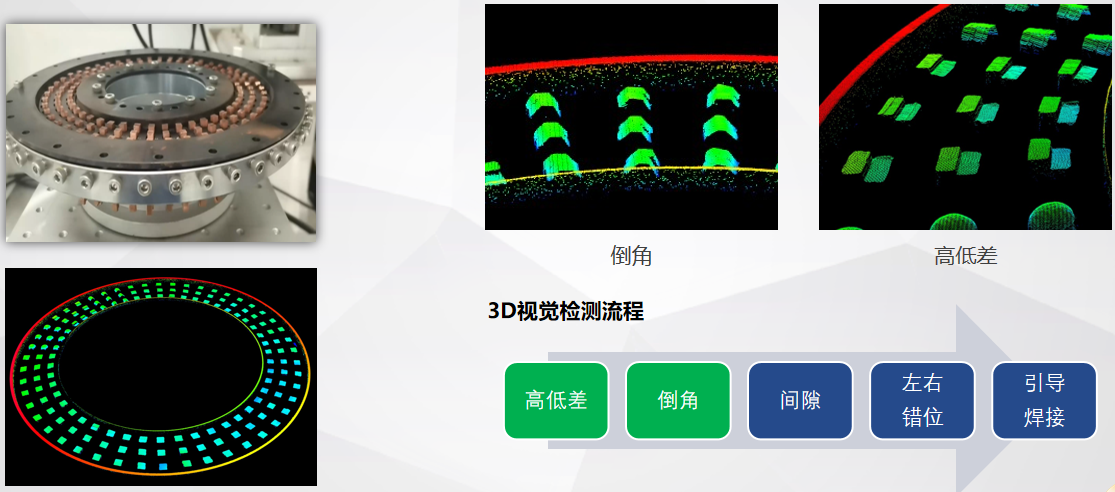
3D视觉系统CHVis_XP应用于X pin电机检测倒角、间隙、高低差更有优势:
一、Hairpin激光焊接方案
CHVis_HP视觉系统通过检测pin线装夹后的间隙、左右错位、夹角和面积等来料状态,实施合规性检查。每个焊点可自动调用多套视觉算法,确定引导坐标;通过多种合规性检查,对每个引导坐标进行准确性判断;对偏差pin线自动识别,并调用相应的参数进行焊接。
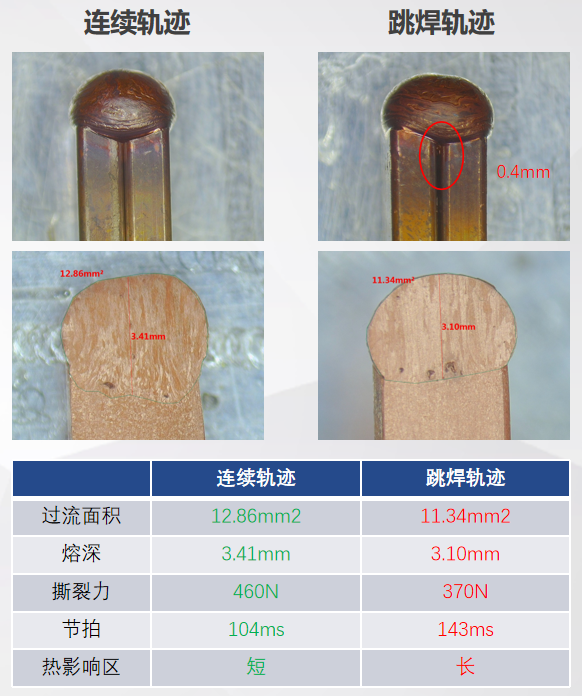
间隙处理工艺
批量生产时,所有焊点由夹具一次性夹紧,会有部分焊点夹不紧存在间隙。卡门哈斯激光通过使用跳焊轨迹可以兼容一定程度的间隙,一般为0.1-1mm,进而可以提高一次焊接的合格率。
二、X pin激光焊接方案
X pin激光焊接的主要难点以及应对方案:
2.1、过流面积要尽可能大;
应对方案:
①优化焊接轨迹和能量;
②控制来料高低差、重合长度
可实现:过流面积>70%-80%单根pin截面积;剪切力>500N。
2.2、容易漏光;
应对方案:
①控制激光束的穿透能力
②优化贴合面的焊接轨迹
③控制来料重合长度
2.3、漏光当站不易发现;
应对方案:
①通过过程监测系统检测:背反光信号、红外信号、等离子体信号,来检测漏光的发生
2.4、视觉引导困难;
焊点低于工装,光线不易打进去;焊接面没有清晰的切面;扭头后存在高低差。(如下图)
应对方案:
①使用3D视觉检测高低差、引导焊接

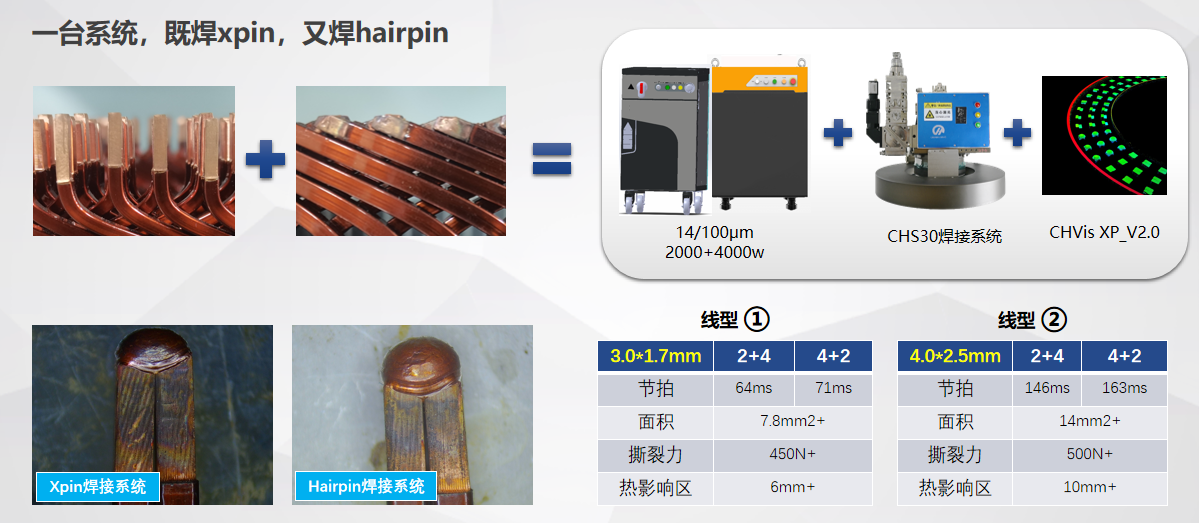
三、兼容Hairpin & Xpin激光焊接方案
您有疑问吗?
订阅信息
联系方式
分享与关注
 苏公网安备32059002003172号 技术支持:网站维护
苏公网安备32059002003172号 技术支持:网站维护
苏公网安备32059002003172号 技术支持:网站维护
苏公网安备32059002003172号 技术支持:网站维护
